





Экструзионные линии для производства листов и панелей

Листы из различного полимерного материала: полиэтилена, полистирола, поликарбоната, ПЭТ, ПММА, ПВХ, ABS, EVA и т.д. нашли широкое применение как в промышленности, так и в быту. Они имеют высокую прочность, термостойкость, слабо подвержены процессу гниения. Благодаря специальным добавкам возможно повысить огнезащитные характеристики, изменить цвет, улучшить прозрачность, упругость и прочие свойства. Пластиковые панели и листы изготавливаются на специализированных экструзионных линиях.
Основными компонентами таких линий являются:
- Экструдер;
- Фильера (формующая головка, имеющая равномерные каналы распределения расплава полимера;
- Каландр (устройство формирования толщины изделия с охлаждением);
- Высококачественное устройство обрезки кромки листа;
- Охлаждающее устройство (одно или два); -
- Тянущее устройство;
- Пневматический укладчик или намотчик.
Технические характеристики экструзионных линий для призводства листов
| Модель | GRP1000 | GRP1200 | GRP1400 | GRP1600 | GRP1800 |
| Линейная скорость протяжки, м/мин | 1,5-1,5 | 1,2-1,2 | 1,5-1,5 | 1,2-1,2 | 1,2-1,2 |
| Ширина конечного продукта, мм | 850 | 1050 | 1250 | 1450 | 1600 |
| Модель экструдера, мм | 90/33 | 90/33 | 120/33 | 120/33 | 150/35 |
| PS (выход, кг/час) | 200 | 200 | 250 | 250 | 280 |
| PE (выход, кг/час) | 200 | 200 | 250 | 250 | 280 |
| PP (выход, кг/час) | 150 | 200 | 200 | 200 | 280 |




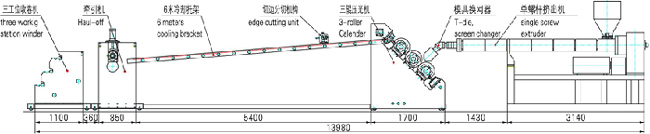
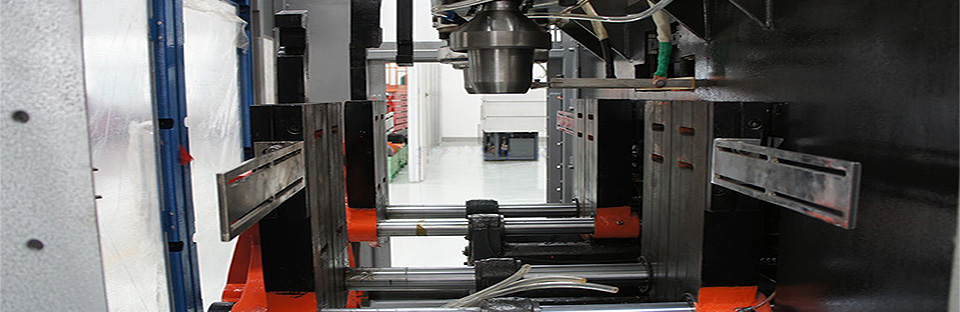
Формующие фильеры оборудования для производства листа имеют вид плоского прямоугольника с регулируемой верхней губой, сменной нижней губой и перпендикулярными перемычками блокирования, что позволяет головке формировать различные толщины изделий. Трёхвалковый каландр формирует толщину изделия с передачей текстуры или рисунка листу. Зеркально отполированные валки используются, если поверхность должна быть гладкой. Если на листе необходим рисунок, то наносится текстура противоположная нанесённой на валке. Одновременно панель или лист может быть с одной стороны текстурированным, а с другой сторону гладким. Это достигается за счёт чередования гладких и текстурированных валков. Вышедший из формующей головки лист описывает S-образную траекторию вокруг центрального и верхнего валков. Такой способ называется подачей вверх. При обратном S- образном движении способ называется подачей листа вниз. Валки могут располагаться как горизонтально, так и под углом к экструзионной линии для производства листа. Причём угол может регулироваться. Валки изготавливаются пустотелыми. Для достижения лучшего эффекта внутри могут быть изготовлены спиралевидные каналы. В каналы заливается масло или вода, в зависимости от обрабатываемого материала. Обязательно предусматривается регулировка температуры каждого валка. После устройства охлаждения располагается тянущее устройство, состоящая из прорезиненных валиков с определённым натяжением. После охлаждения лист направляется на отрезную пилу или гильотинные ножницы, где нарезается в определённый размер. Далее укладочное устройство складывает листы или панели в стопку на паллет. Некоторые экструзионные линии для производства листа оснащаются намотчиком для намотки листа на катушку.
Если Вы решили купить экструзионную линию для производства листов и панелей, обратитесь в нашу компанию. Мы осуществляем подбор оборудования, поставку, запуск в эксплуатацию, гарантийное и послегарантийное обслуживание.